In 1885 Alfred Barnard visited over 150 distilleries in Ireland and the UK , and amongst them were 129 Scottish distilleries. Of course he also visited the Glenugie Distillery near Peterhead. This is what he wrote down at the time (from http://www.peatfreak.com/alfred-barnard-glenugie.php):
Alfred Barnard: Glenugie Online Version Of This Classic Whisky Book
GLENUGIE DISTILLERY, PETERHEAD.
Proprietor Simon Forber.
Leaving Glenaden, we continued our journey to Peterhead, the largest town in the district of Buchan. It stands upon a peninsula projecting into the German Ocean , and forming the most easterly point of Scotland. It is a town of considerable antiquity, having been founded in the year 1593, when the number of its inhabitants amounted only to 56. Now, however, it boasts of a population ot 12,000, which becomes nearly doubled during the herring fishing, an industry which is prosecuted with greater spirit at Peterhead than at any other town in Scotland . The maritime advantages it possesses have also enabled it for many years to send more vessels to the Greenland and Davis Straits seal and whale fisheries than any other town in Great Britain . The two noble harbours which adorn it, known as the North and South Harbours , were built after plans by the celebrated engineers, Telford and Smeaton. The town itself is built of Peterhead granite, a material now of world-wide fame, and unequalled for building purposes. Many historical memories attach to the place, and the house can still be pointed out where the Pretender resided for a short time and privately received his friends in the year 1715.
Leaving Peterhead by the Aberdeen road, and passing on the left the grand natural site chosen for the national harbour of refuge, directly in front of which is the well-known lighthouse of Buchaness, standing on a lofty rock, and further into the interior the distant hills sink into mountain ranges. The scenery around us was not very interesting, being merely hilly, but the glorious ocean fully compensated us, for the seascape here is one of the finest in Britain . After a good mile's journey we left the high road, and descending a hill soon found ourselves entering the gates of the establishment, and making the acquaintance of the courteous Proprietor.
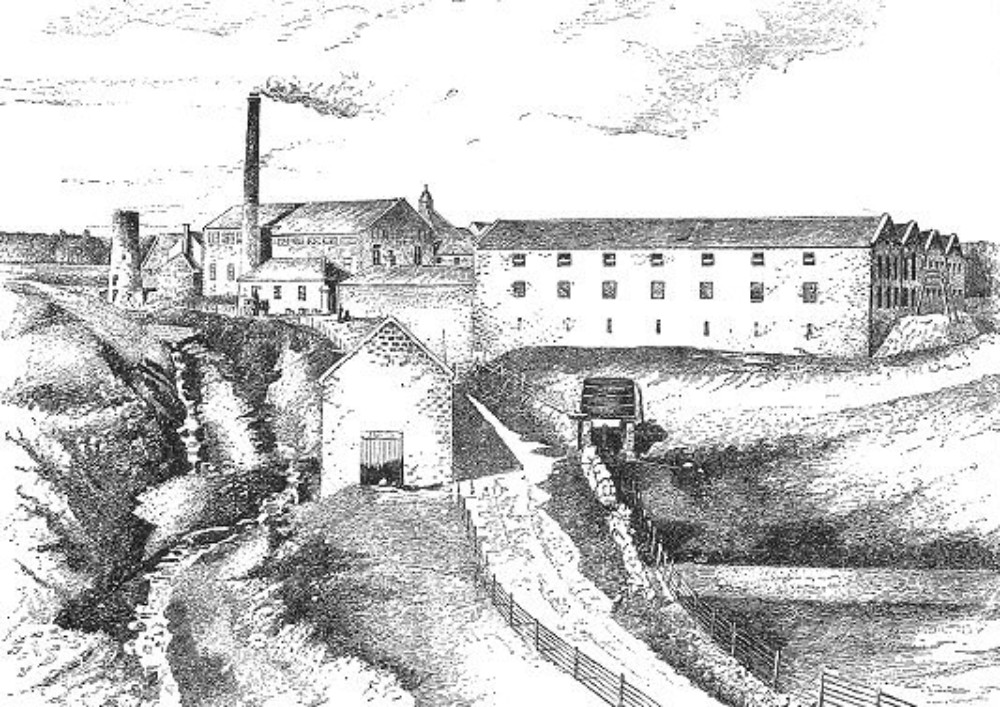
The Distillery is situated at the root of a hill, and near to the sea shore. It was built in the year 1875, in a modern style, on three sides of a square, and was acquired by the present proprietor about three years ago, who has made very considerable improvements and additions to the plant, and the increasing demand for the Whisky will necessitate very soon the erection of a new Warehouse and Maltings. The buildings cover four acres, but the site laid off for the works is nearly double that in extent, consequently ample provision has been made for further additions when the necessity arises.
The barley used at this Distillery is principally grown in the Buchan district which is, as is well known, of fine quality, and very suitable for malting purposes. The principal Maltings and Warehouses consist of a building of three stories, 100 feet long and 100 feet wide, built of granite and slate, the lower flat being used as Bonded Stores, the second as Maltings, and the upper as a Grain Store, capable of holding 3,000 quarters. The barley to he malted is placed in a concrete Steep, situated on the upper flat, capable of holding 60 quarters at a time, and after being steeped is discharged by two doors in the bottom of the Steep into the Malting Floor below, thus effecting a great saving in manual labour from the usual practice of throwing the barley over the side of the vessel with shovels. There is another Malting House on the north side of the square, adjacent to the Kiln, with three separate Boors, having a concrete Steep in each, capable of malting in all 60 quarters at a time. The Kiln is a lofty building, being 25 feet high and 30 feet square, and floored with cast iron punched plates. It is heated with peats from a large chauffeur below, and can dry 30 quarters of malt in less than 24 hours. The peats used are of excellent quality, and are to be found in great abundance about live miles distant from the works. There was a supply on the premises, consisting of three large stacks, sufficient for two seasons.
We next descended to the Malt Deposit Room, which joins the Kiln at a lower elevation. The malt falls through a shoot, same 10 feet in length, into the Malt Deposit Room, which holds over 5,000 bushels, and thence to the Mill underneath, where it passes through two powerful rollers. After it is ground, it is conveyed by means of elevators to the Malt Hopper, which is placed over the Mash-tun. It then passes through the Mashing Machine into the Mash-tun, which is a cast iron vessel, is feet in diameter and 6 feet deep, fitted up with internal stirring rakes, and capable of mashing 400 bushels at one time. The worts from this vessel are drained off through the usual perforated false bottom and by orifices inserted in the sides into the Underback below, which is situated on the ground floor, and has a capacity of 800 gallons. It is then conveyed by means of two pumps, worked by steam power, - to the Wort Receiver, a square shallow vessel, erected above the Washbacks. From this they pass through a Morton's Refrigerator into the Washbacks, of which there are four, each of a capacity of 9,500 gallons. Yeast is then added to the worts and after fermentation has begun the liquor is known by the name of wash. There are switchers fitted in the Washbacks, propelled by steam, which are called into play when fermentation is very vigorous, to break up the froth and prevent the liquor from overflowing. After fermentation has ceased, the wash is run by gravitation into the Wash Charger, and thence to the Wash Still. The former vessel is a metal one of considerable size, being capable of holding 9,000 gallons. Both the Wash and Low-wines or Spirit Stills are of the old Pot kind the former holding 5,360 gallons, and the latter 2,860 gallons. In connection with the Wash Still we noticed a Horizontal Condenser of a very modern design, having 200 tubes in it, the other one for the Spirit Still being of the ordinary upright kind, with 50 tubes. The distillate from the Wash Still, after passing through the Condenser, enters the worm, where it is re-condensed and cooled, thence through the Spirit Safe into the Low-wines and Feints Receiver, a metal vessel. holding 2,500 gallons. The worms form a continuous coil of of copper piping, placed in a large metal tank outside, 22 feet long and 4 feet deep, and has a constant stream of water flowing through it. The grill or overflow water from this tank passes over a small water-wheel underneath, which drives the rummager in the Wash Still. The rummager serves to keep the sediment in the Wash Still afloat, as were it allowed to settle down on the bottom, there would be a danger of the Still being burned. We also noticed an important contrivance on the air cocks of the Stills, for the prevention of a collapse or explosion, comprising a frame round the cocks, which have solid heads, so that the lever or handle employed for opening the discharge cocks cannot be got off the former without necessarily opening it. This we would recommend to all who have not yet adopted it.
The spirit produced from the first distillation is imperfect, and is denominated "Low-wines." It is collected in the vessel termed the Low-wines and Feints Receiver, which also serves as a Charger. From this vessel it flows into the Spirit Still, and the same process as that which the wash undergoes is repeated, the only difference being, that the impure portions, which are denominated "Feints," after coming into the Safe are directed to the Low-wines and Feints Receiver, and the pure spirit to the Spirit Receiver, which is situated in the Running Room. From the Receiver it is pumped to the Vat in the Spirit Store, where it is filled into casks and removed to the Warehouses. Both these vessels are large, the farmer holding 2,000 gallons and the latter 4,400 gallons. We may mention that the present warehouse accommodation is equal to 150,000 gallons, and at our visit there were nearly 80,000 gallons, most of which belonged to customers. Adjacent to the Spirit Store is the Weigh House and Racking Store, all of which are below the Malt Deposit. The Mash and Still House is very commodious and well ventilated, and we do not exaggerate when we say that the arrangements for carrying on this department are of the most complete kind we have yet seen, and in fact, the opinion of one of Her Majesty's Inspectors, from Somerset House, on the occasion of a visit same years ago, was, that in this respect, Glenugie was one of the best Distilleries in the north of Scotland. The Heating Tanks hold about 4,000 gallons each, and are heated by steam. They are placed at a high elevation, thus affording great pressure for the Mashing Machine-a matter, it will be admitted, of no little importance. There is a horizontal engine of I2-horse power, besides a donky-engine of 2-horse power, which is used for pumping worts, also water, through a hose, for the thorough cleansing of the Washbacks and other vessels, and as a fire extinguisher. The steam boiler is 16 feet long and 6 feet in diameter, with patent feed injector attached, and the chimney shaft, which serves for bath boiler and Stills, is 100 feet high. There is a cooperage, joiner's, engineer's, and fitter's shop on the premises, also stabling for five horses, with hayloft and cart-sheds attached.
Splendid houses have been provided for the Excise Officers, also offices for both them and the manager, clerks, &c., and houses for the manager and the principal workmen.
The water used in the manufacture of the Whisky has its source in the mossy moorlands, from three to four miles from the works. It is of excellent quality being soft and pure, and was pronounced by Professor Brazier, F.C.S., of the Aberdeen University , who analyzed it, to be admirably adapted for distilling purposes.
The make is Highland Malt, and is sold in England , and Scotland , and the Colonies. It commands a good price, and being a Whisky that matures rapidly is very suitable for blending purposes. The present output is about 90,000 gallons, but this could be considerably increased if desired.